 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos
Introduksjon av trådtrekksdysehullstrukturen
Introduksjon av trådtrekksdysehullstrukturen
Introduksjon av hullstrukturen for trådtrekk
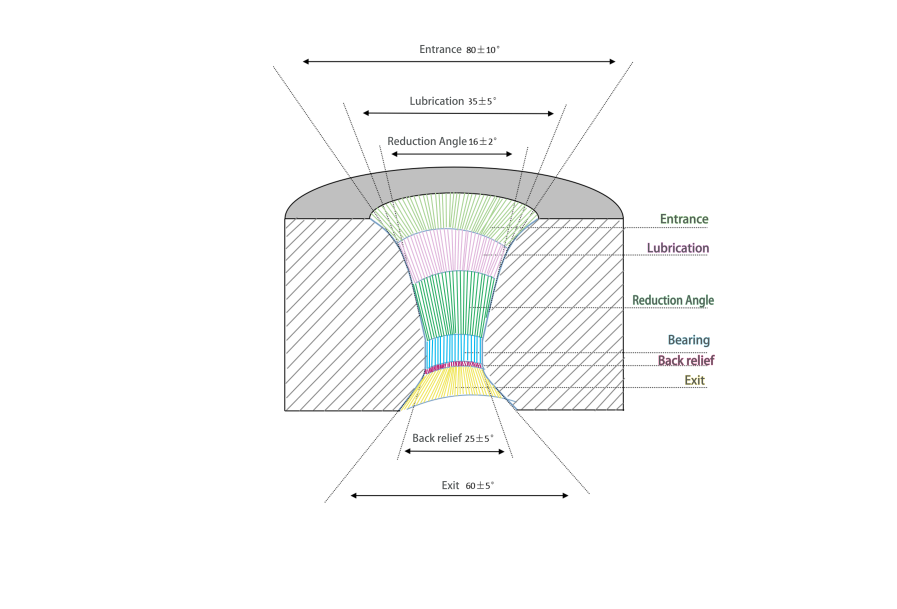
Inngangssone : Tegningsmaterialer kommer inn i formene gjennom dette området. Vanligvis er det en bue for å unngå tegningsmaterialer som blir ripet opp av formene.
Smøringssone: Det er for lagring av smøremiddel og smøring av trekkmateriale som bidrar til jevn trekking.
Reduksjonssone: Det er en plastisk deformasjonssone for metalltegning, hvor nøkkeldimensjonen er lengde og vinkel. Mindre lengde vil gjøre at trekkemetall forårsaker mer trykk til reduksjonssonen. Dette vil øke strekkspenningen betydelig og akselerere slitasjen på dysene, noe som vil påvirke trekkeeffekten. Reduksjonssonelengden varierer i forskjellig tegningsmateriale, diameter og smøring. Valgprinsippet er: 1)lengden skal være kortere ved trekking av myk metalltråd sammenlignet med trekking av hardmetalltråd; 2) lengden skal være kortere når du trekker ledning med liten diameter sammenlignet med ledning med stor diameter; 3) lengden skal være kortere ved våt tegning sammenlignet med reduksjonssonevinkel for tørrtrekk: større vinkel vil øke strekkstyrken og hardheten til tegnematerialet, samtidig som det reduserer bøyningen og vridningen. Vinkelen for reduksjonssonen bør være mindre ved trekking av stål, mens den bør være større ved trekking av ikke-jernholdig metall og karbid.
Lagerlengde: Tegningsmateriale får sin endelige størrelse gjennom lagerlengde, forskjellig lagerlengde og seksjonshardhet og seksjonslengde materiale. Hvis lagerlengden er for lang, vil det øke friksjonen som øker dysetemperaturen og deretter påvirker dysens levetid. Det vil også øke strekkspenningen som forårsaker økningen i krympingshastigheten og bruddhastigheten ved trekking samt pulverforbruk; hvis lagerlengden er for kort, vil lagerendringer påvirke ferdig størrelse i tegningen.
Generelt 1) er lagerlengden kortere når man trekker mykt metallmateriale sammenlignet med hardt metallmateriale; 2) lagerlengden skal være kortere når du trekker tråd med liten diameter sammenlignet med å trekke tråd med stor diameter; 3) lagerlengden skal være kortere ved våttrekking sammenlignet med tørrtrekking.
Ryggavlastning og utgang: Utgang er den siste delen der tegnemateriale går fra formene. Det er for å beskytte lagerlengden mot sprekker. Utgangen bør ikke være for kort, ellers vil uttaket lett bli ødelagt; ryggavlastning betyr å sikre at metalltrekking ikke vil ripe opp og påvirke trådkvaliteten; under justering av dysene må den skarpe delen som forbinder utgangen og lageret slipes for å være en bue for å unngå at tråden riper opp når den passerer gjennom dysene.

Wire China 2024
Vi skal delta på Wire China 2024 i Shanghai.
Les merRollen til SOLID STRANDING DIES og dens anvendelse i industriell produksjon
SOLID STRANDING DIES, det vil si solid stranding dyse, er et uunnværlig og viktig verktøy i wire- og kabelproduksjonsindustrien. Nå vil jeg introdusere rollen til SOLID STRANDING DIES og dens anvendelse i industriell produksjon.
Les merOm barbering peeling dies
Om barbering peeling dies' søknad
Les mer