norsk
 English
English Español
Español Português
Português русский
русский français
français 日本語
日本語 Deutsch
Deutsch Tiếng Việt
Tiếng Việt Nederlands
Nederlands ไทย
ไทย Polski
Polski 한국어
한국어 Svenska
Svenska magyar
magyar Malay
Malay বাংলা
বাংলা Dansk
Dansk Suomi
Suomi हिन्दी
हिन्दी Pilipino
Pilipino Türk
Türk Gaeilge
Gaeilge عربى
عربى Indonesia
Indonesia norsk
norsk čeština
čeština Ελληνικά
Ελληνικά Українська
Українська नेपाली
नेपाली Burmese
Burmese български
български ລາວ
ລາວ Latine
Latine slovenský
slovenský Lietuvos
Lietuvos








Bunting stranding tråd solid stranding dies
Trådtrekking gjøres ved å føre metalltråden gjennom hullet på trådtrekksformen, og påføre en trekkkraft på tråden ved utgangssiden av dysen. Tråden trekkes sammen og klemmes inn i dysehulrommet og blir gradvis tynnere, og hastigheten øker nær utgangen av dysehullet. Siden volumet av ledningen er konstant, gjør reduksjonen i tverrsnitt den strukket. I midten er det et hull av en bestemt form, for eksempel runde, firkantede, åttekantede eller andre spesielle former. Når metallet trekkes gjennom dysehullet, blir størrelsen mindre og til og med formen endres.
produktbeskrivelse
strengetråd solid stranding dies
Bunting av strengetråder med faste tråder
| Produktnavn | Multi-Wire Diamond Dies; PCD Wire Drawing Dies; PCD tegning dø; Diamanttegningsmatriser |
| Hullstørrelser | 0,100-16,000(mm); 0,0039-0,6260(tommer) |
| Diamond Range | Compax, Sumidia, De Beers. |
| Fordeler | Laget av høykvalitets formkjerne, den har fordelene med jevn tekstur, sterk slitestyrke, høy finish, høy presisjon og lang levetid. Overflatefinishen og nøyaktigheten til ståltråd kan sikres under langvarig trådtrekking. |
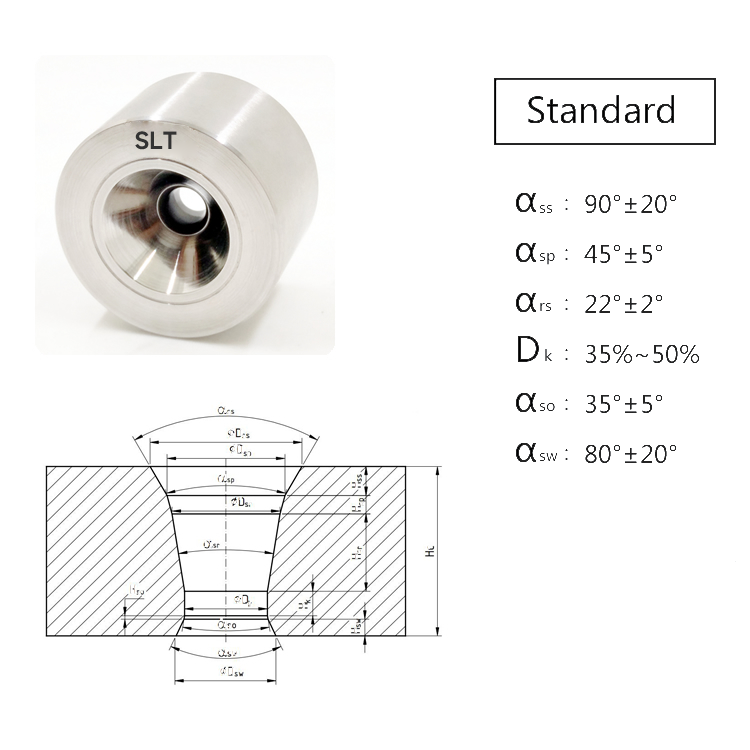
| α(ss)inngang | Innløpsområdet er polert slik at trekkevæsken kan sirkulere jevnt |
| α(sp)tilnærming | Smøreområdet er finpolert, slik at ledningen lett kan bli overdreven |
| α(rs)reduksjon | Arbeidsområdet kan redusere trekkkraften, og vekslingspunktkontakten er ansikt-til-ansikt vinkeltegning, noe som reduserer friksjon og matrisslitasje. Den deformerte strukturen er mer rimelig og stabil. Den øvre linjen kan tegnes jevnt når den innkommende linjen blir tykkere eller tynnere. |
| d(k)lager | Det faste varpområdet kan sikre den nøyaktige diameteren, glattheten og urundheten til ledningen i lang tid. |
| α(so)ryggavlastning | Sikkerhetsvinkelen kan sørge for at ledningen trekkes uten riper, og forventet levetid har en tendens til å bli lengre. |
| α(sw)Avslutt | Utdypingen av utløpet kan i stor grad støtte strekkspenningen til utløpet. |
Trådtrekking gjøres ved å føre metalltråden gjennom hullet på trådtrekkdysen, og påføre en trekkkraft på tråden ved utgangssiden av dysen. Tråden trekkes sammen og klemmes inn i dysehulrommet og blir gradvis tynnere, og hastigheten øker nær utgangen av dysehullet. Siden volumet av ledningen er konstant, gjør reduksjonen i tverrsnitt den strukket. I midten er det et hull av en bestemt form, for eksempel runde, firkantede, åttekantede eller andre spesielle former. Når metallet trekkes gjennom dysehullet, blir størrelsen mindre og til og med formen endres.
Det beste materialet avhenger av ledningen du trekker og mengden du trekker. Kontakt oss for å hjelpe deg med å velge den mest økonomiske løsningen og redusere de totale eierkostnadene for dine tegnematriser.
Toleranse
|
Diameter(tommer)
|
Diameter (mm)
|
Toleranse(mm)
|
Rundhet (mm)
|
|
≤0,00157
|
≤0,040
|
0,0003
|
0,0002
|
|
0,00158-0,00393
|
0,041-0,099
|
0,0005
|
0,0003
|
|
0,00394-0,01968
|
0,100-0,499
|
0,001
|
0,0005
|
|
0,01969-0,03936
|
0,500-0,999
|
0,0015
|
0,0008
|
|
0,03937-0,05905
|
1.000-1.499
|
0,002
|
0,001
|
|
0,05906-0,08661
|
1.500-2.199
|
0,003
|
0,0015
|
|
0,08662-0,12992
|
2,200-3,299
|
0,004
|
0,002
|
|
0,12993-0,18110
|
3.300-4.599
|
0,005
|
0,0025
|
|
0,18111-0,22834
|
4.600-5.799
|
0,006
|
0,003
|
|
0,22835-0,29921
|
5.800-7.599
|
0,007
|
0,0035
|
|
0,18111-0,41338
|
4.600–10.499
|
0,008
|
0,004
|
PCD dør med Sumidia PCD-emner
|
tommer
|
mm
|
ADDMA
|
Maksimal diameter
|
|
0,0039-0,0157
|
0,100-0,400
|
D6
|
0,5
|
|
0,0079-0,0315
|
0,200-0,800
|
D12
|
1.0
|
|
0,0079-0,0315
|
0,200-0,800
|
D12
|
0,8
|
|
0,0197-0,0591
|
0,500-1,500
|
D15
|
1,5
|
|
0,0197-0,0709
|
0,500-1,800
|
D15
|
1,8
|
|
0,0315-0,0787
|
0,800-2,000
|
D18
|
2.0
|
|
0,0315-0,0906
|
0,800-2,300
|
D18
|
2.3
|
|
0,0472-0,1378
|
1.200-3.500
|
D21
|
3,5
|
|
0,0591-0,1811
|
1.500-4.600
|
D24
|
4.6
|
|
0,1299-0,2126
|
3.300-5.400
|
D27
|
5.4
|
|
0,1299-0,2283
|
3.300-5.800
|
D27
|
5,8
|
|
0,2008-0,2992
|
5.100-7.600
|
D30
|
7,6
|
|
0,3150-0,4134
|
8.000–10.500
|
D33
|
10,5
|
|
0,3150-0,5000
|
8.000–12.700
|
D36
|
12,7
|
Kornstørrelsene F S M C E er tilgjengelige.

Produktutvalg
|
mm
|
tommer
|
ND
|
SSCD
|
PCD
|
TC
|
|
0,012-0,049
|
0,0005-0,0019
|
●
|
●
|
|
|
|
0,050-0,099
|
0,0019-0,0039
|
●
|
●
|
|
|
|
0,100-0,599
|
0,0039-0,0236
|
●
|
●
|
●
|
●
|
|
0,600-2,099
|
0,0236-0,0826
|
●
|
|
●
|
●
|
|
2.1-15.9
|
0,0827-0,6260
|
|
|
●
|
●
|
|
16,0-35,0
|
0,6260-1,3780
|
|
|
|
●
|
Multi-Wire Diamond Drawing Dies
Fabrikkpris Diamond Wire Drawing Dies; Multi-Wire PCD Wire Drawing Dies med lang levetid for trekking
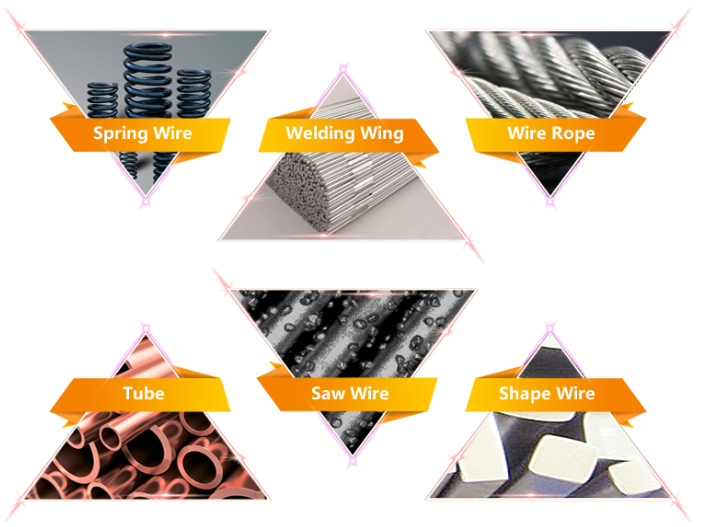
Trådtrekksformen er et veldig viktig og forbruksprodukt som brukes av forskjellige metalltrådprodusenter for å trekke ledninger. Bruksområdet for trådtrekkematriser er svært bredt, hovedsakelig brukt til å tegne rette og vanskelige å maskinere gjenstander som stenger, ledninger, ledninger, rør osv., og generelt egnet for tegning av prosesseringsoperasjoner av metall og legeringsmaterialer som f.eks. stål, kobber, wolfram, molybden, etc. . Siden kostnaden for trådtrekksformen kan nå mer enn halvparten av trådtrekkingskostnaden, er hvordan man kan redusere forbrukskostnaden for trådtrekkemessen og øke levetiden det primære problemet som produksjonsenheter for metalltråd så raskt som mulig må løse.
Wire Drawing Dies har et bredt spekter av bruksområder, for eksempel: høypresisjonsledninger som brukes i elektroniske enheter, radarer, TV-apparater, instrumenter og romfart, samt vanlige wolframtråder, molybdentråder, rustfrie ståltråder, wire og kabeltråder og ulike legeringstråder, som alle er laget av diamant Den trekkes av en trådtrekksform. På grunn av bruken av naturlig diamant som råmateriale, har diamanttrådtrekkeren sterk slitestyrke og ekstremt lang levetid.

